CRUSHING 101
Objective: The goal in the Aggregate Industry is to process rock, sand and gravel into a saleable product as quickly as possible, (High TPH) as cheaply, (Low cost per ton) as possibly as we can.Objective: The goal in the Aggregate Industry is to process rock, sand and gravel into a saleable product as quickly as possible, (High TPH) as cheaply, (Low cost per ton) as possibly as we can.
Anything that interferes with this should be looked upon as superfluous and removed from the process.
A good example would be track mounted crushing and screening plants. They have their place but are not the wholesale silver bullet some have promoted them to be.
Some deposits can be worked by screening, (sizing) alone with no or very little crushing required. Others are crushing intensive requiring much work starting with drilling and blasting of the stone in the quarry. Consequently, crushing equipment requirements can vary greatly from one location to the next even though the same finished products are being made for the same market. This is apparent locally with the Quartzite quarries around Sioux Falls S.D. versus the local sand and gravel deposits.
There are basically two different styles of crushers utilized in our industry: compression and impact crushers. As their names suggest, compression crushers, (jaws, cones and rolls) reduce the material by squeezing or compressing it until it breaks. Impactors, (HSI and VSI) break the material by either striking it with a fast moving blow bar or by throwing it into a stationary anvil where it breaks upon impact. The choice between compression and impact crushing involves some tradeoffs; either type has its plusses and minuses.
COMPRESSION CRUSHING
Pros
- Lower wear cost per ton than impacts
- Less fines production in soft rock
- Longer intervals between wear part changes
- More fool-proof than impacts
Cons
- Smaller reduction ratio than impacts
- Poor particle shape in some deposits
- More expensive than an impactor
- Little to no product beneficiation
IMPACT CRUSHING
Pros
- Less expensive than compression crusher
- Higher reduction ratio—more production reduction ratio approx. 2 times compression crusher
- Product beneficiation through particle shape and improved material soundness
Cons
- Higher wear cost in hard, abrasive materials
- Excess fines production in soft materials
- More frequent wear part changes
- Dust produced during crushing can be an issue
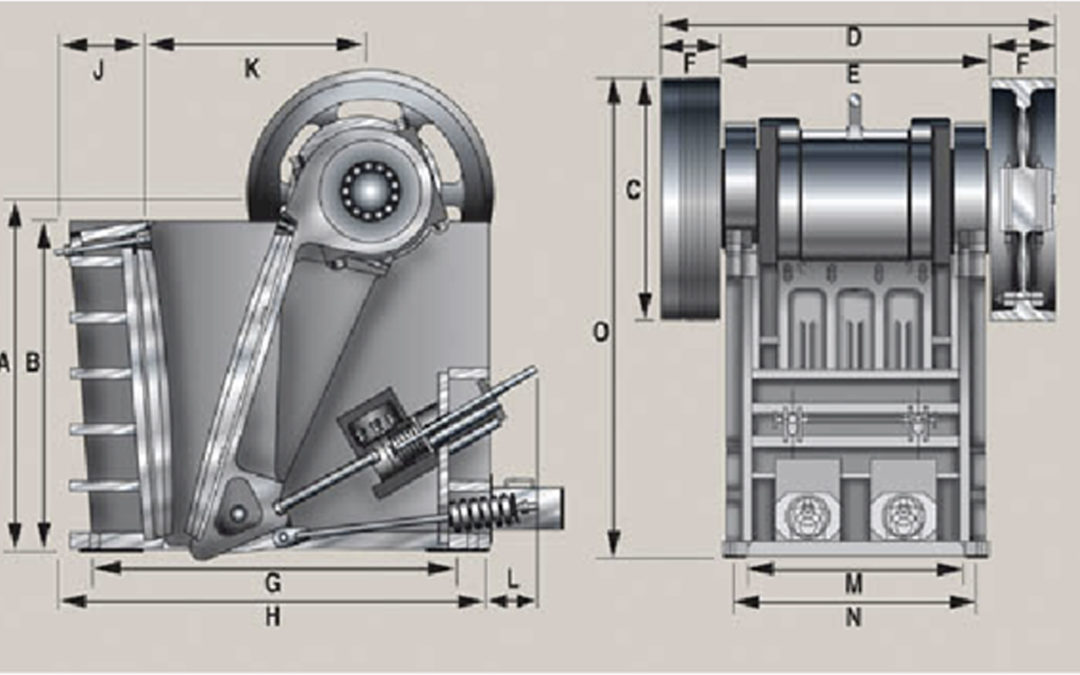
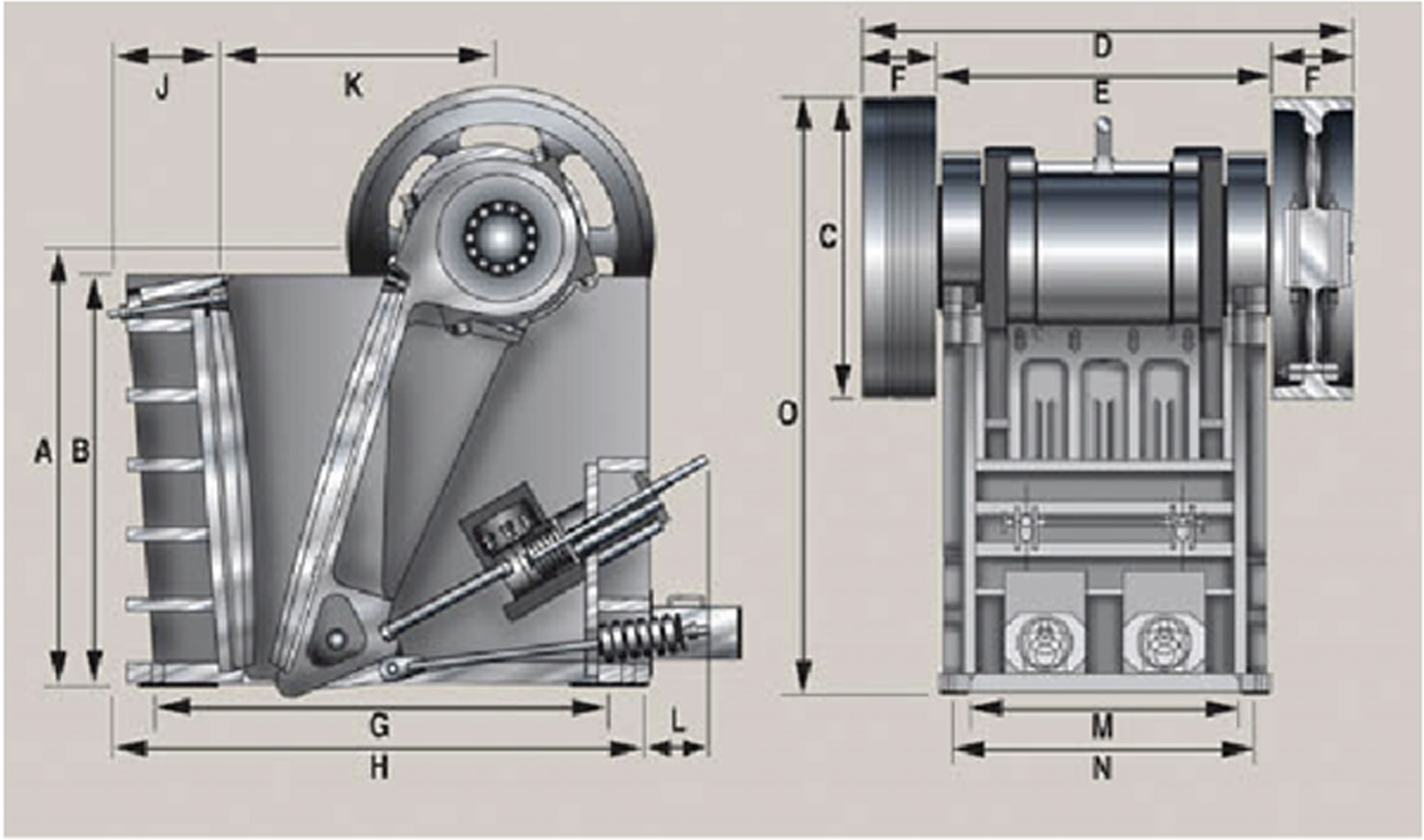
JAW CRUSHER
8:1 maximum reduction ratio for compression crushing, this is normally used as a primary crusher. Jaws perform well in many materials. Yields low wear cost per ton in hard abrasive deposits, minimal fines but produces little finished (under 1”) product which places more load on the crushers downstream in the circuit. Many producers refer to jaws as “breakers” meaning that they break the rock down to a size manageable for the secondary crushers. The numbers used in referring to jaw crushers, such as 3042, refer to the opening size at the top of the jaw. The 30 is 30” left to right, the 42 is 42” across the jaw. Allowable top size is approximately 80 percent of the left-right dimension, or in this case, 24”. The width of the jaw determines capacity. Jaw crusher output gradation is controlled by the closed side setting. This is the adjustable opening at the bottom of the jaw. With a 24” top size limit and an 8:1 reduction ration, the closed side setting should be no smaller than 3”. A well designed jaw should be 80 to 85 percent efficient. This means that 80 to 85 tons out of every 100 tons through the jaw will be 3” or smaller, in this case. The balance of the material will be plus 3”-6”.
CONE CRUSHER
8:1 maximum reduction ratio for compression crushing and is normally used as a secondary or tertiary crusher. Lower wear cost than imp actors. Good capacity down to around ½”. Production drops off dramatically when producing smaller materials. Even with the new high-speed, high-throw cones. Cones can vary from 60 percent to over 80 percent efficiency. Crusher efficiency has a huge influence on productivity. As an example, let’s compare two cones with 300 tph capacity, one at 60 percent efficient and the other at 80 percent efficient.
1) 300 tph x .6, (60%eff.) = 180 tph of finished product with the cone at full capacity
2) 300 tph x .8 (80% eff.) = 240 tph of finished product with the cone at full capacity
At the end of an 8 hour shift, cone 2 has put 480 more tons of material on the ground. Assuming a $5.00 per ton value = $2,400 more saleable product in one day
=$12,000 more a week
=$48,000 more a month
=$288,000 in six months
This is at $5/ton. Value could easily be doubled depending on what the finished product is. Crusher efficiency is not often discussed during the sales process which is too bad, as it is very important.
Some of the cone nomenclatures are 4’, 4 1/4’, 44”, 45”, 52”, 54”, and 66”. These refer to cone diameter: the larger the cone, the higher the capacity. The foot numbers refer to Symons Machines, the inch designations are most commonly Telsmith and Cedarapids cones. Metso Hp300, Hp400, and Hp500 refer to the horse power connected to the cone. Cedarapids Mvp280, 380, 450 and 550 refer to the cone capacity at 1 ¼” closed side settings. It seems everyone does it a bit different.
The Crushing action of a cone comes from eccentric motion of the shaft or head. There are two basic cone types, bushing or bearing. The bearing cones run cooler and more efficient, thus putting more of the applied Hp to work crushing rock rather than creating heat. The bushing cones require more lubricating oil and larger, more active oil coolers, but are less expensive to build and rebuild. The debate as to which is better has been waged for decades with no end in sight.
The most often replaced components in a cone crusher are the wear liners. The moving portion is called the mantle. The stationary liner it crushes against is called the bowl. Both are made of manganese steel, as are jaw dies. Good quality manganese will harden to 500-550 Brinell hardness. Jaws and cones are somewhat related as a cone could be thought of a jaw tipped on its side and made round. Both derive their crushing action from eccentric motion.

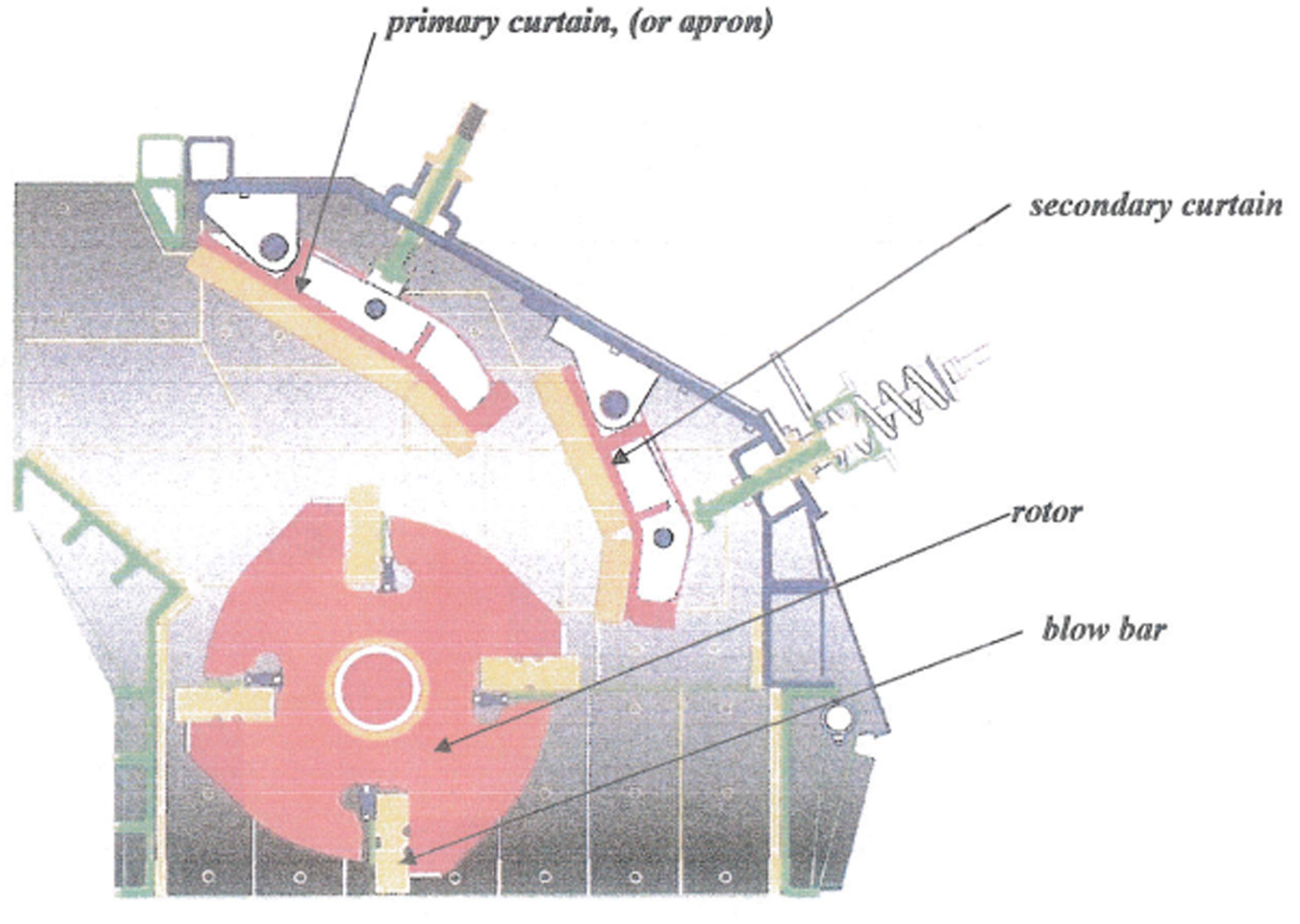
Horizontal shaft impact crusher (Hsi)
As much as 24:1 reduction ratio and are often run as primary or secondary crushers, occasionally tertiary. Normally are used with soft to mild stone. If utilized in hard abrasive materials, the wear cost and associated downtime is normally not acceptable. Output graduation of typical Hsi primary application will have around 40 percent finished size (-1”) material. Much more finished product than a jaw primary. Thusly, the circuit capacity is increased and the load on the crushing equipment downstream is minimized. Hsi crushers can produce and excess of fines in soft material, they can be dusty during operation. Hsi crushers are very popular in recycle applications as the can be run by themselves with no secondary crushers. They also offer far better iron liberation in concrete recycle work than do jaw crushers.
Hsi output gradation is controlled by rotor speed (rpm or tip speed in fpm). More speed results in a finer output. Apron or gap settings and the number of blow bars in the rotor also effect the output gradation, more bars equals a finer output. A smaller gap setting results in a finer output gradation as well. Rotor construction can be open or solid, cast or fabricated weldment. Blow bars are made from a variety of materials: manganese, low chrome, high chrome, and high chrome ceramic. The harder the bar, the longer the life, and the lower the wear cost will be. However, the harder the bar, the less shock load from tramp iron or excess top size it will tolerate. It is all about tradeoffs.
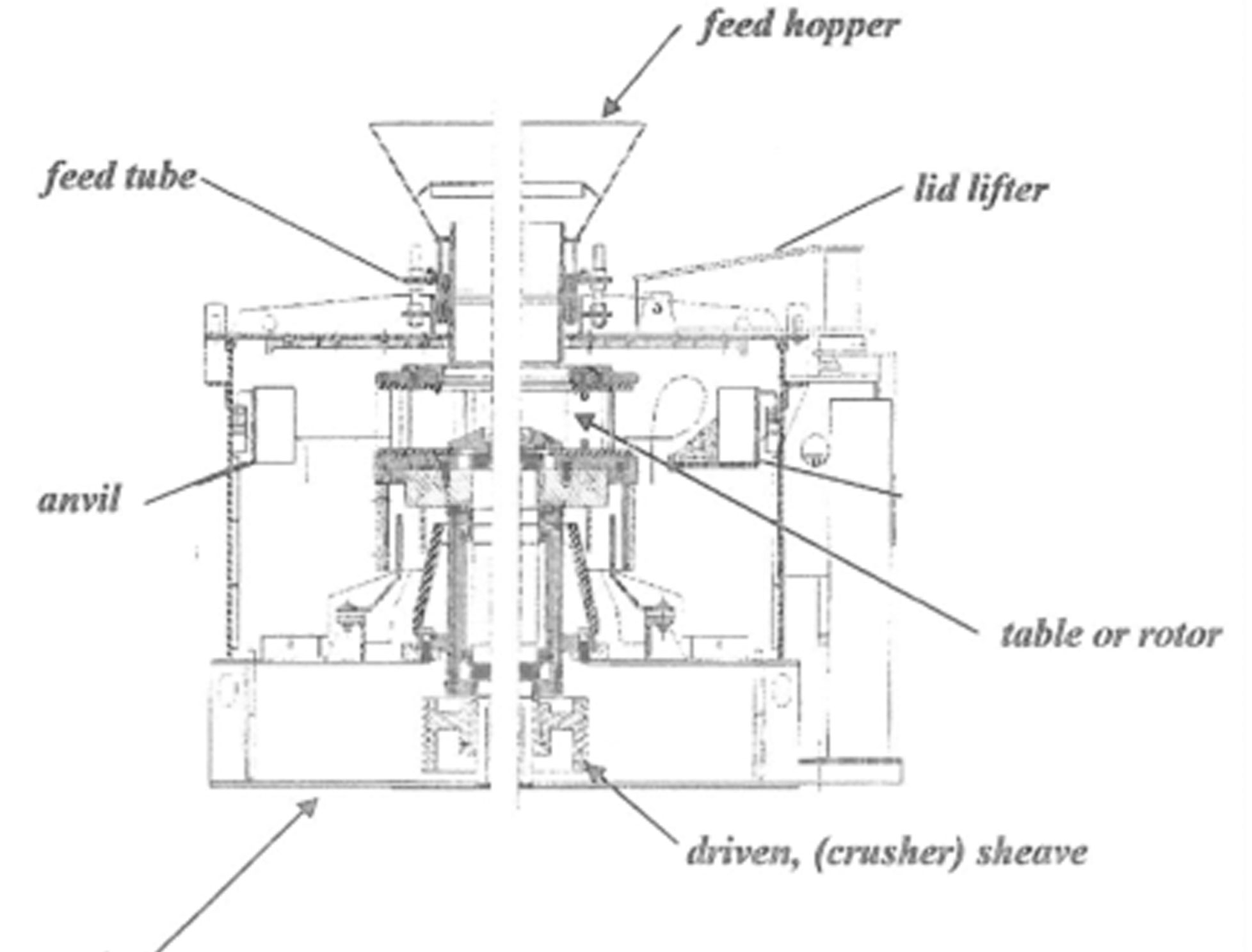
VERTICAL SHAFT IMPACT CRUSHER (VSI)
Typically used as a second, third or fourth stage crusher. Canica offers a model that will accept a 12” top size which allows it to be used as a primary in some applications. The Vsi is easily the most misunderstood and misapplied crusher in the marketplace. For approximately every 15 to 20 cones that are sold, one Vsi is sold. They are hard to sell due in large part to poorly configured installations in the past.
Vsi nomenclature used to loosely refer to the diameters are numbers like 66, 74, 80, 90, and so forth. Today the numbers like 2050, 2500 and such don’t refer to anything as far as I can tell. Just a number selected by marketing that sounded racy.
The Vsi crushes material by throwing it against a hard steel anvil, which is where 95 percent of the crushing occurs. A Vsi (or Hsi) will give better product shape than a compression crusher, leaving a more cubical product like dice. Either impactor will also provide product beneficiation by crushing and deleterious in the deposit to dust, thereby leaving behind only the best, strongest stone in the stockpile. The Vsi will produce the best product shape of any of the crushers available today. It also has the best rate of production of the smaller sizes (- ½”) as it is the only crusher that does not close off the discharge side to make smaller product.
The challenge with the impactors is to control wear cost in hard abrasive material and to control excess fines production in soft stone. Both can be accomplished successfully more often than not. As with Hsi crushers, Vsi crushers move a lot of air and can be dust makers. They are a wonderful tool when properly applied. Gradation is controlled by table speed, number of shoes, shape of shoes, feed rate, and feed size.
Tricks of the Trade
Easy field tests to determine crusher and screen efficiencies
Tools required:
1) Cardboard box approximately 1’ x 1’ x 1’
2) Tape measure
3) Customer supplied screen cloth
4) Roll of tinfoil
Screen efficiency test
1) Fill box level full with oversize from screen deck in question
2) Dump contents of box onto like-sized screen cloth
3) If screen is 100 percent efficient and is removing all the smaller material then all of the stone will go back into the box. If only enough material goes back into the box to fill it ¾ the way, the screen is operating at 75 percent efficiency. Screens are the cash registers of the circuit. Having them operating at peak performance is critical. Screen speed, throw and angle can be adjusted on most screens. Consult the manufacturer’s manual for adjustment procedures. In general, screening large material requires a slower speed and higher throw. Fine screening requires more rpm and less throw.
Crusher efficiency test
1) Fill box level with discharge material from crusher
2) Dump contents onto like-sized screen cloth as the crusher discharges to
3) Work material around by hand and place the oversize back into the box. If the box is 1/3 full, for example, the crusher is operating at 65 percent efficiency. Modern high-speed, high-throw cones should be around 80 percent efficient when properly adjusted and choke fed. A good starting point for impactors would be around 70 percent when producing typically sized aggregate products. Most new cones have a gauge to tell the operator what the closed side setting is. However, older cones do not. Neither do the jaws. Here is where the tinfoil comes in at.
Closed side setting test
1) Make a few balls of tinfoil larger than the closed side setting of the crusher
2) With the crusher running empty, toss the tinfoil balls into the crushing chamber
3) Catch the flattened tinfoil upon crusher discharge and measure the thickness with the tape to determine the actual closed side setting.
HAVE FUN!